



Description
A coupling sleeve does one job: hold two threaded rods in perfect axial alignment so every percussion blow from the drifter reaches the bit without leaking energy sideways. If the sleeve lets rods shift even 0.2mm off-center, you lose impact force, accelerate thread wear, and shorten bit life — fast.
The RockHound R32 Coupling Sleeve comes in two configurations:

- Middle Stop — A machined shoulder at the center bore prevents both rods from threading through to each other. It locks the rod ends at a fixed gap, protecting thread crests from “mushrooming” under repeated impacts. Use this for standard rod-to-rod and shank adapter-to-rod connections.
- Reduction — No center stop; instead, each end is cut to a different thread size. Use this when your drill string transitions between standards — for example, a drifter with R32 rods feeding into a T38 front-end assembly.
Both types are covered in detail in our Top Hammer Coupling Sleeve guide.
Features
Precision CNC Thread Cutting
Every thread form is cut on automated CNC lathes, not hand-ground. Thread pitch, flank angle, and root radius hit the same tolerance on unit one and unit five hundred. A loose thread fit wastes energy and starts fretting corrosion within days.
Hard Shell, Tough Core
The 20-hour carburizing cycle drives carbon deep into the outer 0.8–1.2mm layer. Surface hardness protects threads from abrasion; the lower-hardness core flexes under shock rather than cracking. This dual-zone structure is why our sleeves rarely split — they dent before they fracture.
Anti-Galling Surface Finish
Thread seizure — two mating steel surfaces welding themselves together under pressure — kills more rod change cycles than wear does. A phosphate conversion coating on the thread flanks reduces the coefficient of friction at first contact and holds grease longer between applications.
True Concentricity
We grind the outer diameter after heat treatment to remove any distortion from the quench. Concentricity within 0.05mm keeps the stress wave traveling straight through the joint. Any eccentricity creates a bending moment at the thread root — the exact location where fatigue cracks start.
Standard-Compliant Dimensions
R32, R38, and T38 threads are machined to ISO/SIS tolerances, making our sleeves direct interchangeable replacements on Atlas Copco, Epiroc, and Sandvik rigs without modification.
Specification
All measurements verified against product drawings. Imperial equivalents are as-stamped on the product.
| Type | Thread | Length L (mm) | Diameter D (mm) | Weight (kg) | Product Code |
|---|---|---|---|---|---|
| Middle Stop | R22 | 150 | 30 | 0.5 | 302-3015-5151 |
| Middle Stop | R25 | 140 | 37 | 0.6 | 302-3714-5252 |
| Middle Stop | R28 | 150 | 45 | 1.0 | 302-4515-5353 |
| Middle Stop | R32 | 150/160 | 45 | 1.1 | 302-4516-5454 |
| Middle Stop | R38 | 170 | 55 | 1.7 | 302-5517-5656 |
| Reduction | R32/R38 | 170 | 55 | 1.6 | 303-5517-5456 |
| Reduction | R32/T38 | 190 | 55 | 2.2 | 303-5519-5476 |
L = overall length; D = outer diameter. For the R32 Middle Stop, we stock both 150mm and 160mm lengths — the 160mm variant suits drifters with wider rod-handler clearances.
Brand Performance Comparison
Field data from independent mining operations and publicly available product literature. This table reflects observed performance ranges — individual results depend heavily on rock type and maintenance practice.
| Brand | Product Series | Material | Avg. Service Life* | Notes |
|---|---|---|---|---|
| RockHound | 302 / 303 Series | 23CrNiMo + 20-hr heat treatment | 600–1,000 m | Focused on fatigue resistance in hard rock; competitive price-to-life ratio |
| Sandvik / Epiroc | 7710-series (Sandvik heritage) | Sanbar 64 proprietary steel | 800–1,200 m | Industry benchmark for performance; highest OEM cost |
| Epiroc | 905-series | Standard Cr-Mo alloy | 500–900 m | Strong OEM network; RockHound 23CrNiMo matches or exceeds in hard-rock applications |
| Furukawa Rock Drill | FR-series | Cr-Mo steel (grade unspecified) | 500–800 m | Reliable for medium-hardness rock; less common in hard granite applications |
| Mitsubishi Materials | R-series | Special Cr-Mo alloy | 700–1,000 m | High dimensional precision; typically distributed as OEM supply in Asia-Pacific |
*Estimated averages under hard rock (UCS 150–200 MPa), proper lubrication, and standard percussion energy class. Figures are indicative — confirm with your site data.
RockHound is not affiliated with, endorsed by, or a distributor of Sandvik, Epiroc, Furukawa, or Mitsubishi Materials. Competitor data is based on publicly available product documentation and independent field reports.
Applications
Underground Development (Drifting)
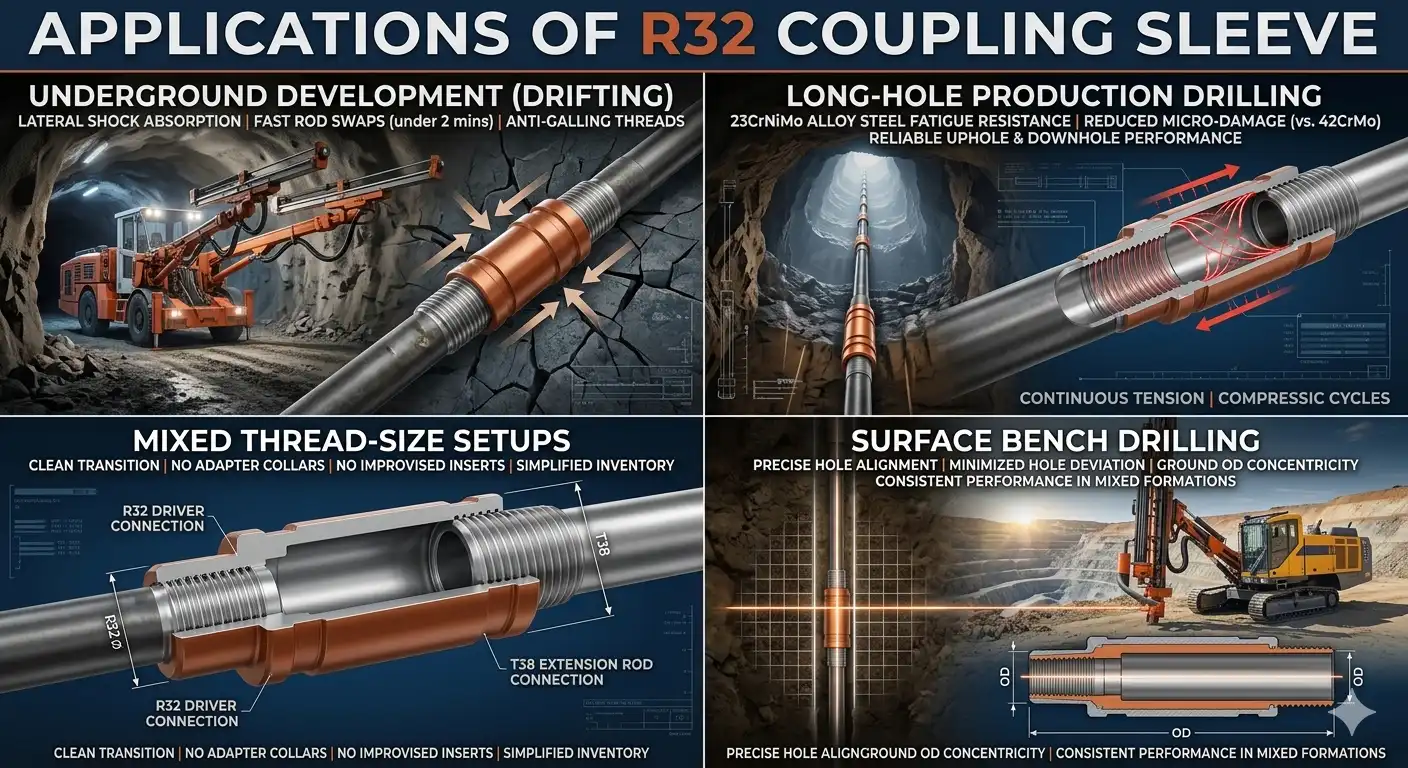
In tunnel headings, your drill string changes direction dozens of times per shift. Sleeves take the lateral shock every time the feed beam swings. The anti-galling finish means rod swaps stay under two minutes even after a full shift of hard rock.
Long-Hole Production Drilling
Upholes and downholes both put continuous tension and compression cycles on sleeve threads. 23CrNiMo’s fatigue resistance comes into its own here — the material simply doesn’t accumulate micro-damage at the rate ordinary 42CrMo steel does.
Mixed Thread-Size Setups
Some operations run R32 drifters paired with T38 extension rods for reach. The Reduction sleeve handles the transition cleanly. No adapter collars, no improvised thread inserts.
Surface Bench Drilling
Where hole deviation matters, concentricity in your couplings matters too. Our ground OD holds the rod string on-axis even in fractured or mixed-hardness formations.
How To Choose / Select
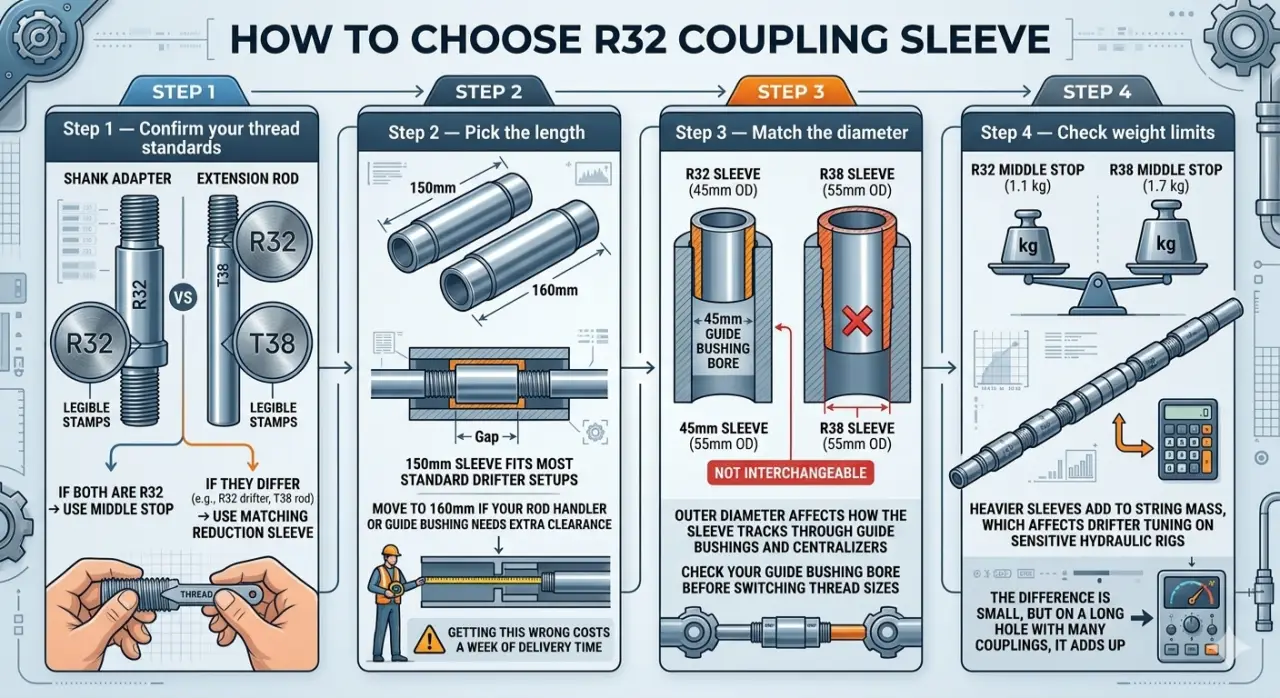
Step 1 — Confirm your thread standards Read the thread stamp on your shank adapter and your extension rod. They won’t always match — especially on older rigs that have been re-tooled. If both are R32, use a Middle Stop. If they differ (e.g., R32 drifter, T38 rod), use the matching Reduction sleeve.
Step 2 — Pick the length The 150mm sleeve fits most standard drifter setups. Move to 160mm if your rod handler or guide bushing needs extra clearance between the rod end and the sleeve center. Measure the gap in your feed beam before ordering; getting this wrong costs you a week of delivery time.
Step 3 — Match the diameter Outer diameter affects how the sleeve tracks through guide bushings and centralizers. An R32 sleeve at 45mm OD and an R38 sleeve at 55mm OD are not interchangeable in the same guide. Check your guide bushing bore before switching thread sizes.
Step 4 — Check weight limits Heavier sleeves add to string mass, which affects drifter tuning on sensitive hydraulic rigs. The difference between an R32 Middle Stop (1.1 kg) and an R38 Middle Stop (1.7 kg) is small, but on a long hole with many couplings, it adds up.
For more detailed selection logic, read our full coupling sleeve selection guide.
Maintenance Tips
Grease before every connection — without exception
Thread grease is not optional on percussion drilling equipment. Apply a full coat to all thread flanks before making up the connection. Dry threads gall within one shift. A galled sleeve transfers uneven loads and snaps early.
Inspect at the start of every shift
Run your thumb across the thread crests on both ends. You’re feeling for raised burrs, flat spots, or crests that have deformed into a “W” shape (mushrooming). Any of those signals mean the sleeve should come out of service before the day’s drilling starts.
Clean threads before inspection
Rock dust packs into thread roots and masks early-stage damage. Brush threads clean with a wire brush, then wipe with a rag. What looks like a worn thread is sometimes just compacted fines — but you can’t tell until the thread is clean.
Torque connections correctly
A sleeve that’s hand-tight will walk loose under percussion. One that’s over-torqued pre-loads the thread root past its yield point. Follow your drifter manufacturer’s make-up torque specification. If you don’t have one, 200–250 Nm is a reasonable starting point for R32.
Track service cycles
Write the date on each sleeve with a paint marker when it goes into service. Coupling sleeves on production drilling typically need inspection after 500–800 meters of drilling. Don’t judge by appearance alone — internal thread fatigue doesn’t always show on the surface.
Full manufacturing and maintenance background is in our Coupling Sleeve Manufacturing & Maintenance article.
Custom Branding — OEM / Label Support
We support full OEM production runs with your brand on the product.
- Marking method: Laser etching (permanent, no surface damage to non-stress zones)
- Maximum logo size: 100 × 100 mm
- Placement: Center of the sleeve body, away from thread engagement zones
- MOQ for branded runs: Contact us for details
Branded sleeves ship in your specified packaging. We do not include RockHound markings on OEM orders.
Related Production
| Drill Bits | Drill Rods | Shank Adapter |
|---|---|---|
FAQ
Thread failure almost always comes from one of three things: no lubrication on make-up, misalignment between the rod and the drifter chuck, or running a sleeve past its service life. Switching to 23CrNiMo material adds fatigue resistance, but it won't fix a poorly aligned feed beam or dry threads. Check your grease schedule and your rod guide bushings before blaming the sleeve.
A Middle Stop has a machined ridge inside the bore at the halfway point. Both rods thread in from each end and stop at that ridge — they never touch each other. This protects thread ends from impact damage. A Reduction sleeve has no internal stop and is threaded to two different sizes, one on each end. It only makes sense when you're joining two components with different thread standards, like an R32 rod to an R38 down-the-hole component.
Yes. The R32 and R38 thread forms on our sleeves are machined to the same Swedish Standards Institute (SIS) specification that Atlas Copco and Sandvik (Epiroc) use. Our sleeves are drop-in replacements on COP, RPC, and Boomer-series drifters without any modification to the rod string.
Service life varies by rock type, drilling speed, and maintenance practice. In granite or quartzite with proper lubrication, a 23CrNiMo sleeve typically runs 600–1,000 meters before threads show measurable wear. In abrasive formations like silicified ore, that drops to 400–600 meters. Dry threads in any formation cut that figure by half or more.
R32 is a rope thread profile with a 32mm nominal diameter, defined by Swedish standard SIS 2521. It's one of the most common Top Hammer thread sizes in the world. Atlas Copco/Epiroc COP 1238, COP 1440, and Sandvik HL510 drifters all run R32 as their standard rod thread. R32 rods are also widely used on Furukawa and Montabert drifters of comparable impact energy class.
The sleeve itself is the same part. What changes is your inspection interval. Long-hole production drilling cycles the sleeve through more tension-compression reversals per meter than drifting does. We recommend cutting your inspection interval in half on production holes — check every 300–400 meters instead of every 600.